在自动配料系统中,目前应用较多流量计就是碱性污水流量计和涡轮流量计,碱性污水流量计因为测量管体中无阻流件,更加适合于流体介的自动定量配料。据本公司的客户案例统计,涡轮流量计用于半自动化的定量控制中更多一点。本文探计的是碱性污水流量计在自动化配料控制系统中的应用。液体介质的原料的运输传送以及供给计量通常都需要在生产过程中安装碱性污水流量计以实现精确计量和控制的目的。如何实现自动化配料供给的功能,*先需要通过高清电影标定碱性污水流量计的测量精度,再通过大量的的试验数据的统计得到一个较为理想的线性关系,同进找出电机频率与流量之间的波动联系,以此建立一个数据关系模型。再利用动态模糊控制作为其核心控制算法,准确地控制液态原料的供给。
碱性污水流量计是根据法拉*电磁感应定律制成,用来测量导电液体体积流量的仪表。目前已广泛地被应用于工业过程?中各种导电液体的流量测量,如各种酸、碱、盐等腐蚀性介质;各种浆液流量测量,形成了独特的应用领域。在自动配料系统中,通过控制电机运行频率来控制流量的大小。其应用的准确度对企业产品的质量、原料的消耗以及经济效益等有直接的影响。碱性污水流量计作为液态原料的计量装置,随着微电子技术的发展而不断提高其计量准确度和应用范围。而流量计计量是极其复杂的动态计量,其准确度会受很多因素影响,如:流体的导电性、非轴对称、电极衬里附着物的影响、电机运行的稳定性、碱性污水流量计安装的位置、励磁的技术、信号线的长度以及外界干扰等。
碱性污水流量计在调试期间常会遇到一些故障,如显示波动、精度下降、仪表损坏等,一经排除,以后相同条件下不会再出现。究其原因主要有仪表本身元器件损坏引起故障、有选用不当、安装不妥、环境条件、流体特性等因素造成故障;在正常运行期间若出现故障,则一般由流量传感器内壁附着层、雷电打击以及环境条件变化等因素引起。日常工作中时刻注意这些故障,并很好地加以排除解决,碱性污水流量计就能够发挥它应有的作用。本文在碱性污水流量计正常工作的基础上,利用其与工控机、变频器及电机组成自动控制系统,以模糊控制作为其核心控制算法来研究电机频率变化时对应流量的变化关系,以达到提高准确控制流量的目的。
2、碱性污水流量计的静态标定
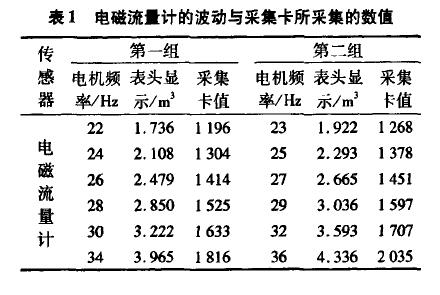
碱性污水流量计在出厂时经过检定,在实际运行中实时流量能同步的显示在其表头上,但在自动供料系统中我们需要在工控机上也实时显示其流量,并以此进行调控,这就需要我们把碱性污水流量计本身的流量信息及时地传送到工控机上。而碱性污水流量计的输出信号为4—20 mA的电流信号,工控机的采集卡只能检测0—10 V的电压信号,故在碱性污水流量计的信号输出端串接一个小于500 Q的电阻用以将电流信号转换成电压信号¨1供采集卡采集。表1为碱性污水流量计信号输出端串接一个200 Q电阻后,碱性污水流量计在电机运行于不同频率时其本身测量的流量值和采集卡所采集的数值。由表1可知。碱性污水流量计的波动与采集卡所采集的数值有较好的一致性,满足实际使用需求。
3、碱性污水流量计在自动配料系统中的应用
3.1 碱性污水流量计在自动配料系统中的作用
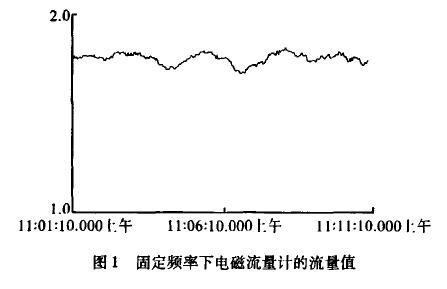
在自动配料系统中,液态原料的供给同样是按配方的比例进行。我们希望在整个生产过程中流量都按一个常量进行供给,而实际中即使电机固定在某个固定频率,其流量依然不是一个常量,如图l中记录的为固定频率下碱性污水流量计的测量值。如果人为的进行干预,其滞后性及精确度都得不到保证,这势必影响产品的质量与生产的效率。而采用工控机根据碱性污水流量计的实际流量进行实时的监控与调节,能让流量稳定在很小的范围内,这无疑大大提高了自动供料系统的精度与效率㈨。
3.2流量的自动控制及模糊控制思想
电磁流鼍计实时地测量生产过程中的液态原料供给,工控机根据其提供的信号对变频器的频率进行调整从而实现流量的调节。流量的自动控制不仅要达到规定时间内总量的供给,更重要的是要保证生产过程中瞬时流量的配比需求。在生产过程中,碱性污水流量计计量的流量如图2所示。
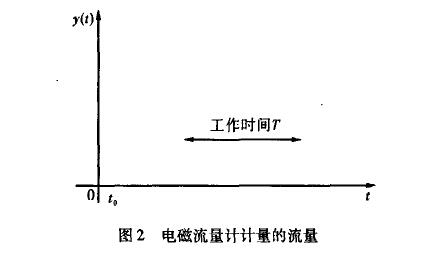
在工作时间r内我们期望碱性污水流量计测量的信号Y(t)为一常量,这也是生产过程配方比例中所期望的,而由图1中我们知道Y(t)受各种因素的影响而不停的波动。在工作时间内对Y(t)积分可得到流量的累积£:

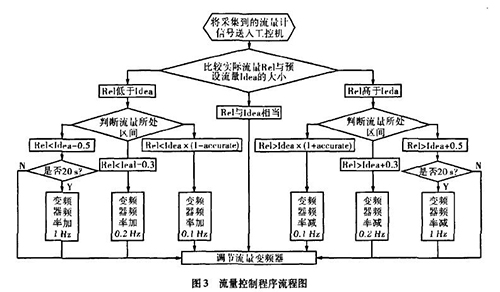
实际生产中流量一直在某个区域内波动,且其动态特性不易掌握。从上面的理论中我们能够让误差△£尽可能的小,这样距我们所需要的理论值%就越接近。而减小误差需要我们把n取的尽可能大,也就是在生产时间内划分更多的周期去调节流量。当工控机根据碱性污水流量计传送回来的信号发出调节变频器工作频率的指令后,电机调整功率到碱性污水流量计的实际测量为一个工作周期,我们知道从指令发送到实际测量值返回有一个较大的滞后,如果调节的周期时间小于流量计本身的一个工作周期,那么显然不可能达到减小误差的目的。利用模糊控制思想H。,在控制程序中我们把流量的波动区域划分为±缸×Yo,Yo-t-O.3,Yo±0.5四个区域,其中缸为可调节的误差范围,生产中我们取0.015,流量区域划分的单位均为t/h。针对不同的区域采取不同的调整方案。具体流程如图3所示。图中变量Rel表示实际测量的流量,变量Idea表示理论流量。
4、试验结果分析
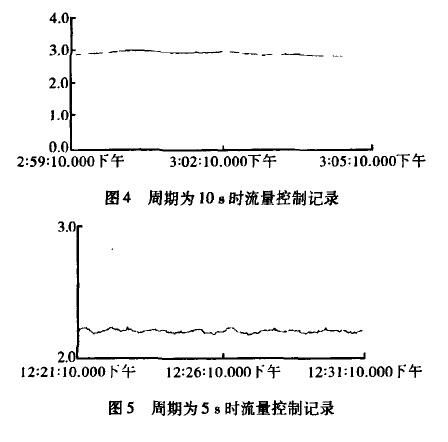
模糊控制对数学模型难以获取、动态特性不易掌握等控制对像有较理想的控制效果,在其模糊法则和决策中干扰和参数变化对控制效果的影响被大大减弱。碱性污水流量计信号在进入工控之前采用均值滤波以及中值滤波后才交给控制算法处理,尽量降低干扰带来的波动。采取不同的调节周期对实时的控制也很大,周期太短对流量的调节太频繁,这样容易导致流量的波动剧烈,若调节周期过长则容易导致累积误差大。经过反复实验*后我们采取以周期为10 s,以上面划分的四个区域来减小流量波动带来的误差,其中当流量波动超过0.5 t/h时,采取周期为20 s、频率4-1 Hz的调节方法,这样能够更好避整个生产过程中其误差控制在0.15%以内。如图4所示为采取周期为10 S的调节,在波动较大时采用20 S的调节;图5所示为取周期为5 s的调节,在波动较大时采用10 s的调节。
模糊控制的基本思想是利用计算机来实现人的控制经验,任何工业过程都比较容易得到其定性认识,而由此出发就比较容易建立语言控制规则。在自动配料系统中我们应用其对碱性污水流量计的控制虽然取得了较理想的结果,不仅在工作时间内以总量的控制准确同时保证了在生产过程中按产品配方比例的控制。但如何获得模糊规则及隶属函数,这在目前完全凭经验来进行,以及如何保证模糊系统的稳定性这些都是需要我们继续研究并且提高。